




1、变频器主从控制原理
变频器主从控制即使用多个变频器控制一个或一组负载,负载之间通过刚性或柔性耦合。外部信号(包括起动、停止、给定信号等)只与主机变频器相连,主机通过光纤将从机控制字和转速给定值、转矩给定值广播给所有的从机,实现对从机的控制。从机一般不通过主从通讯链路向主机发送任何反馈数据,从机的故障信号单独连至主机的运行使能信号端,形成联锁。一旦发生故障,联锁将停止主机和从机的运行。

图1 ABB变频器主从连接(注:T=发送器;R=接收器;RMIO=I/O和控制电路板)

图2 ABB从机故障信息配线
变频器主从控制应用注意点:一般主机采用速度控制,而从机采用速度还是转矩控制要视主从电机轴是采用什么方式耦合,主从之间采用刚性连接时从机需采用转矩跟随,柔性连接时要采用速度跟随。因为前者两组传动装置间不能存在速度差异,后者会存在速度差异。
2、高炉上料工艺对传动系统的要求
在高炉上料系统控制中,上料小车的控制是整个电控系统的核心部分。它是根据生产工艺的要求,把槽下备好的不同料类和不同重量的原料及时、安全、准确定位地运送到高炉炉顶,保证高炉的正常生产,一但控制出现故障,将直接影响高炉的生产。
高炉原料从槽下输送到炉顶。小车输送方式是:小车卷扬机采用交流电动机拖动,电机正、反转控制,牵引通过钢丝绳连接的两台料车在斜桥上一上一下交替工作,为了能对小车做到精确控制,控制系统必须具备以下条件:
①系统能频繁起动、停止。
②系统能正、反双向控制。
③系统能做到无极调速,调速范围大、平滑性较高,做到平稳起动-加速-稳定运行-减速-平稳停车。
④系统起动转矩大,做到平稳起动。
⑤系统在停车时做到稳定、精确定位,防止料车过头。
⑥在零速时维持大转矩输出,防止料车起动和停车时重载下滑。

图3 高炉料车系统
上料工艺对料车控制的最主要的要求是:在起动或停车的瞬间也就是在零速时,变频器必须有最大的转矩输出,以防止料车下滑,因此在起动时对转矩的要求大于对速度的要求。
3、传动系统的方案选择
当前交流变频调速系统主要为矢量控制和直接转矩控制(Direct torque control,简称DTC)。直接转矩控制是利用空间矢量坐标的概念,在定子坐标系下分析交流电动机的数学模型,控制电动机的磁链和转矩,通过检测定子电阻来达到观测定子磁链的目的,因此省去了矢量控制等复杂的变换计算,系统直观、简洁,计算速度和精度都比矢量控制方式有所提高。即使在开环的状态下,也能输出100%的额定转矩,因此DTC直接转矩控制系统可以做到转矩的建立优先于速度。市面上各种品牌的变频器控制方式大多采用矢量控制,而ABB采用独特的DTC直接转矩控制方式,因此在设计中选用ABB的ACS800系列变频器。
本案例中,根据生产工艺负载的需要,计算出拖动负载电机的容量为700KW。如果采用单电机传动,电机、减速机等机械设备体积和重量庞大,对安装和日后的维护带来不方便,而且工作量大,同时控制系统的变频器所需的容量大、价格昂贵。在启动和运行过程中,电机电流大,对电气设备、电缆要求等级高,这都增加了投资成本。最后决定采用多传动控制方案。
4、变频器主从控制方案的实施细节
4.1 本案例中主要设备如下:
①4台ACS800-07-0770-3变频器,每两台为一组主从控制系统,双套机组为“一用一备”;
②两台ABB 380V 355kW(HXR450L G8)交流电机;
③两台ZSY710-22.4减速机(中硬齿面,减速比22.4);
④4台 YWZ9-800/301料车机械制动器(三相AC380V);
⑤2只库伯勒(kuebler) 绝对单圈轴型编码器8.5852 1232 G121;
⑥4套LK4-188/3主令控制器(i=1:20,10A,380V,24路出点);
⑦两套保护控制柜;
⑧4套制动电阻柜;
⑨两套电源切换柜。
4.2 变频器主从参数设置
在高炉上料传动系统中,主机和从机的电机轴通过减速箱、钢丝绳卷筒进行刚性连接在一起,因此主机应该采用速度控制模式,从机应该采用转矩控制模式,以使传动单元之间不存在速度差异。所有的外部控制信号将只连接到主机上数字输入口DI1—DI6,而从机的控制信号通过光纤从主机通讯获得,不需另接外部控制信号。由于从机不会通过串行主/从机的连接向主机反馈任何数据。因此单独使用一根电缆将从机故障信息端口RO3传送给主机的启动联锁端口X22组的8和11号端子。该连接在从机出现故障时,主机和从机都会停止运行。
表1列出了在主、从控制应用中需要调整的参数。

表1 ACS800主从控制参数更改表
4.3 电机运行方向和多步速度控制的实现
以下的线路连接和参数设定只在主机上完成。
4.3.1 电机起动、运行方向的控制
高炉上料计算机控制系统是由一套施耐德Quantum PLC控制的。料车的控制分为自动和手动两种方式,自动由PLC完成,手动由操作箱完成。由于上料小车是一个重载负荷系统,考虑到控制的安全性问题,在设计中采用通过电缆一对一信号传输控制,PLC输出两个正、反向运行数字信号I0.1、I0.2以及手动开关信号通过控制选择,通过必要的保护联锁后,连接到变频器的DI1和DI2两个输入点,完成变频器的起动、正反转、停车的控制。在完成了外部连线后必须对变频器内部相应参数进行设置,主要设置参数如表2:
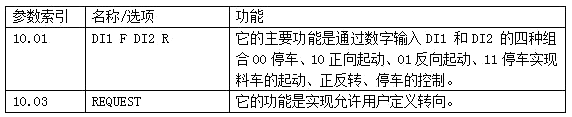
表2 ACS800主从控制参数更改表
4.3.2 料车运行过程中的速度控制
上料小车在整个运行过程中,要经过五个不同速度阶段,速度运行图如图4所示。
①起动加速阶段:料车在坑底从零速以较小的加速度上升至于钢轨斜桥拐点a处;
图4 料车运行速度
②从钢轨斜桥拐点a处以较大的加速度直接加速到高速(450r/min)阶段;
③高速运行450rpm/min阶段;
④在距炉顶10米处,减速运行到150rpm/min阶段,b点到d点;
⑤ 停车运行阶段,d点到e点。
上料系统小车在不同速度阶段和停车点的位置控制是非常重要的,若减速位置滞后,在停车时速度太快、设备窜动大,会造成料车“挂顶”,损坏设备;若停车点提前造成料车不到位,原料不能到受料斗。为了实现料车的精确定位,通过凸轮式主令控制器和绝对式编码器来实现精确定位。
凸轮式主令控制器经过减速机连接在料车钢丝绳卷筒的轴上,由于卷筒轴的转动带动主令控制器凸轮的转动,导致主令控制器各个相应机械触点的闭合或断开,就可不断给出料车的各个位置信号,分别有:“料车在底部”、“料车减速”、“停车”、“抱闸”、“减速检查点”、“超极限”、“上密检查点”等行程位置信号。
料车在底部时,主令控制器“料车减速点”位置信号为常闭点,连接到变频器的DI4 数字输入端子,此时变频器速度设置值为450r/min。在料车距炉顶10M时,主令控制器“料车减速点”信号断开,变频器DI4信号消失,变频器速度设置值切换为150rpm/min,料车开始减速运行。
在料车减速运行的c点为“减速检查点”,PLC将通过编码器位置信号检测料车是否超速;同时,通过变频器内部编程,用变频器内部检测电机是否超速,输出继电器DO3从电气回路连锁料车超速。一旦检测到料车超速,上述两个措施都会立即停止变频器输出。
为了实现料车的平稳起动,在ABB变频器自定义编程里定义了料车加速的“斜坡切换”:在料车启动后的18秒内,以较长的加速时间加速,从0点运行到a点;料车在平稳经过钢轨斜桥拐点后再以较短的加速时间加速到450rpm/min。
料车停车位置由主令控制器在离炉顶0.5M的d点处将信号发给PLC,PLC将输出给变频器的正反运行信号设置为“00”,此时变频器通过斜坡减速后到转速1rpm/min时实现平稳、精确停车。
主令控制器的“超极限”信号,是料车到高炉顶部的超极限保护点f,也通过电气回路,串联到变频器的“零压”保护信号点。是最后一个保护点,以防料车冲顶。
表3为变频器实现速度控制的主要参数和自定义编程:

表3 ACS800速度控制参数
5、制动方式的选择和实现
为防止料车在起动时后退下滑事故的发生和实现炉顶的精确停车,电机的制动措施的实施是关键。
5.1 变频器起动、停车方式的选择
根据高炉上料系统中料车的起动是重载起动,而且电机起动必须与机械制动释放同时进行,因此在变频器中选择电机起动的方式的参数“21.01 START FUNCTION”必须选择为“CNST DC MAGN”(恒定直流励磁方式),为确保在需要高瞬时转矩应用场合的需要,恒定预励磁时间要设置到足够长,以产生足够的励磁和转矩。预励磁时间在参数“21.02: CONST MAGN TIME”中根据实际需要设定。
为保证料车的平稳、精确停车,减少电机和机械设备的窜动,变频器中选择电机停车方式的参数“21.03: STOP FUNCTION”必须选择为“RAMP”(斜坡减速停车方式)。
5.2 电气制动方式的选择
ACS800变频器内部有电磁制动和直流制动两种电气制动方式,我们为了保证料车的平稳、精确停车,减少电机和机械设备的窜动,电机停车方式选择为斜坡减速停车方式,而斜坡减速过程是在运行信号断开以后。而运行信号断开以上两种制动方式立即失效,达不到制动目的。因此采用制动斩波器和制动电阻器进行制动,可以通过变频器的“27 BRAKE CHOPPER”(制动斩波器控制)中的6组参数对有效性、控制模式、电阻值、热时间常数、过载保护、功率值等进行设置。
5.3 制动的控制
上料料车在停车后或运行过程中可能发生突然停电等故障,这时电机处于无力矩状态,重车将下滑,必须有外部的机械制动才能控制,可采用大推力液压抱闸制动器。而液压抱闸制动器在松开和闭合过程中都有滞后性,同时起动过程是重载,电机需要建立足够的转矩和电流,制动器才能松开,所以对制动器的控制是非常关键的。ACS800变频器机械制动控制功能就可以实现对外部制动器的精确控制。
在料车启动瞬间,首先要检测变频器输出力矩是否足够。在判断建立了足够的转矩和电流后,变频输出继电器DO2得电,加入抱闸接触器得电条件的连锁,控制液压抱闸的打开。参数设置如下:

表4 启动力矩判断的自定义编程
为了保证系统的安全运行,外部制动器除了受变频器控制外,在其控制线路上还必须串入位置检测保护信号、超极限保护信号、变频器故障信号、零压保护信号、急停开关、钢丝绳“松绳”、“变频低速”等联锁保护信号,做到某一故障发生时能即时制动。选择停车方式是斜坡减速停车同时使用了机械制动功能,在故障需要立即停车也就是在参数“21.07 RUN ENABLE FUNC”选择“OFF3 STOP”(急停停车)功能时,变频器也是以“斜坡减速停车”为主,无法立即停车,但在变频器上有一个启动联锁端口X22组的8和11号端子,在正常工作时必须短接,如果断开,变频器立即封锁输出,因此我们把急停开关、故障停车等信号接入8和11号端子之间,需要立即停车时断开这两个端子之间的连接,保证了料车的安全。